Optičko staklo se izvorno koristilo za izradu stakla za leće.
Ova vrsta stakla je neravna i ima više mjehurića.
Nakon topljenja na visokoj temperaturi, ravnomjerno promiješajte ultrazvučnim valovima i prirodno ohladite.
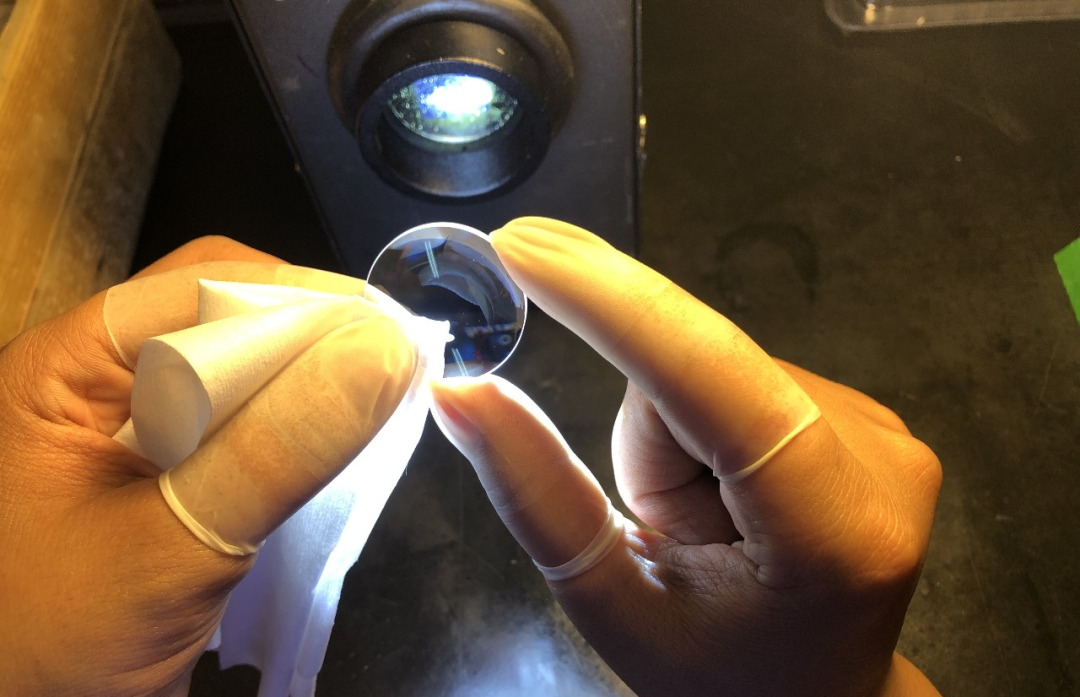
Zatim se mjeri optičkim instrumentima kako bi se provjerila čistoća, prozirnost, ujednačenost, indeks loma i disperzija.
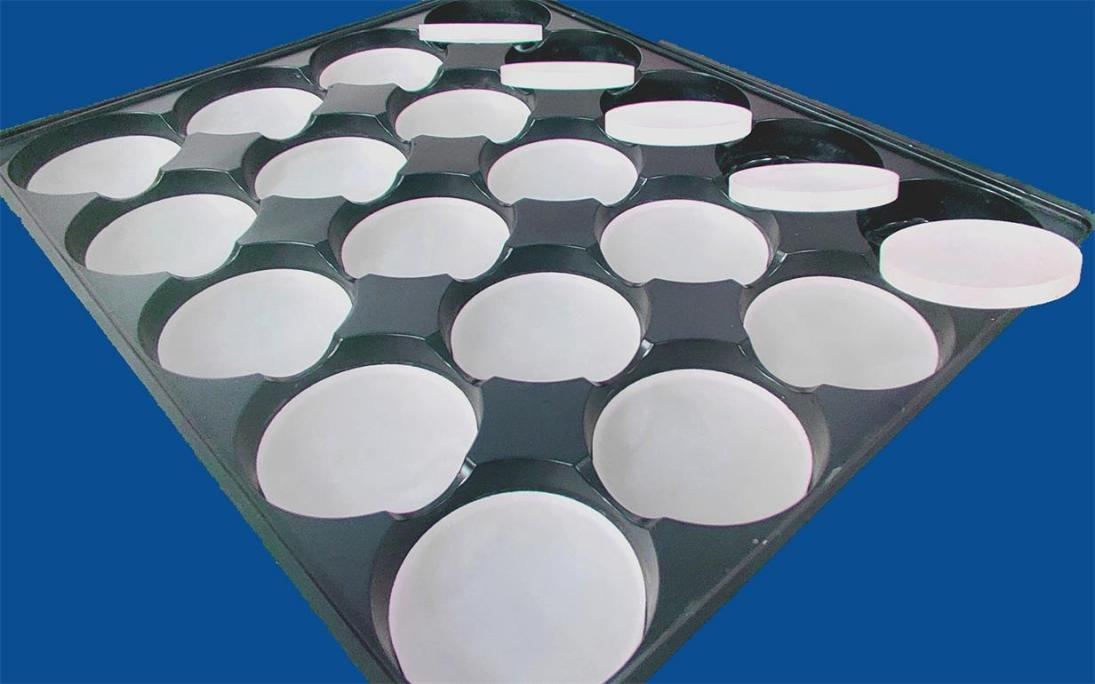
Nakon što prođe kontrolu kvalitete, može se izraditi prototip optičke leće.

Sljedeći korak je glodanje prototipa, uklanjanje mjehurića i nečistoća na površini leće, postizanje glatke i besprijekorne završne obrade.

Sljedeći korak je fino brušenje. Uklonite površinski sloj glodane leće. Fiksni toplinski otpor (R-vrijednost).
R-vrijednost odražava sposobnost materijala da se odupre stanjivanju ili zgušnjavanju kada je izložen napetosti ili tlaku u određenoj ravnini.
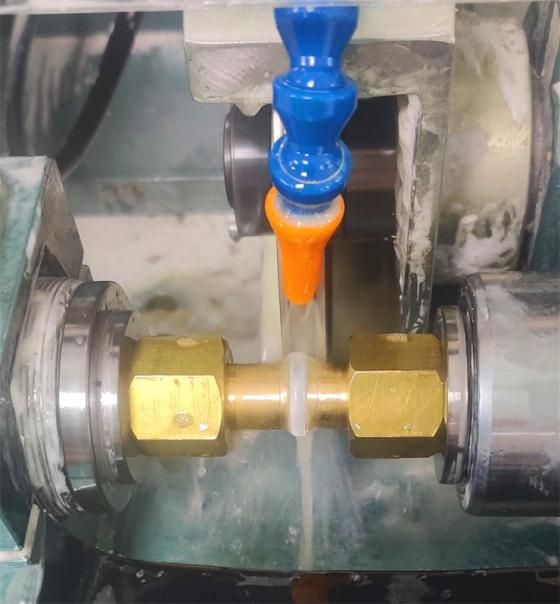
Nakon procesa brušenja, slijedi proces centriranja rubova.
Leće su obrubljene od svoje izvorne veličine do navedenog vanjskog promjera.
Sljedeći postupak je poliranje. Koristite odgovarajuću tekućinu za poliranje ili prašak za poliranje, fino brušena leća se polira kako bi izgled bio ugodniji i izvrsniji.


Nakon poliranja, leću je potrebno više puta očistiti kako bi se uklonio preostali prašak za poliranje s površine. To se radi kako bi se spriječila korozija i rast plijesni.
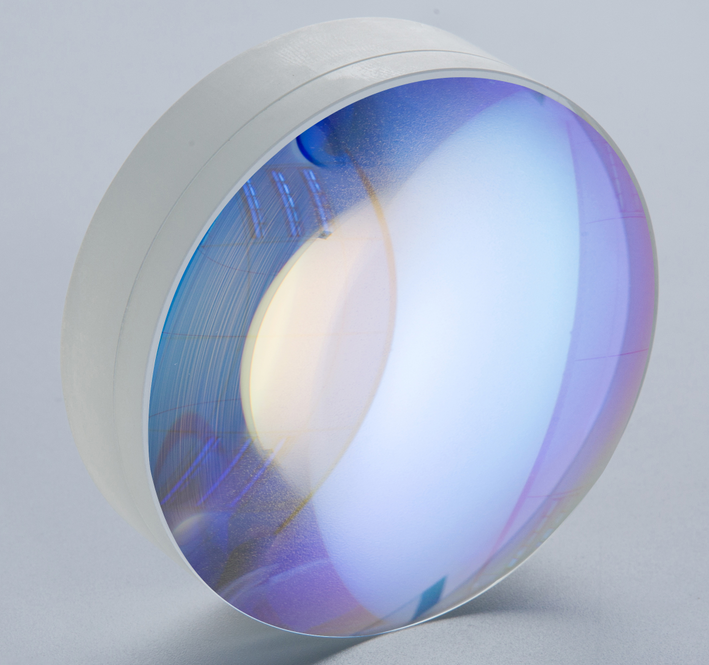
Nakon što je leća potpuno dehidrirana, premazuje se prema zahtjevima proizvođača.

Proces bojanja na temelju specifikacija leće i je li potreban antirefleksni premaz. Za leće koje zahtijevaju antirefleksna svojstva, na površinu se nanosi sloj crne tinte.

Posljednji korak je lijepljenje. Izradite dvije leće s suprotnim R-vrijednostima i istim vanjskim promjerom veze.
Ovisno o proizvodnim zahtjevima, uključeni procesi mogu se neznatno razlikovati. Međutim, osnovni proces proizvodnje kvalificiranih optičkih staklenih leća je isti. Uključuje više koraka čišćenja nakon kojih slijedi ručno i mehaničko precizno brušenje. Tek nakon ovih procesa leća se može postupno transformirati u običnu leću koju vidimo.

Vrijeme objave: 06.11.2023.


